|

|
Technische gegevens: |
|
|
Afmetingen van bovendegel |
80x100 cm |
|
Afmetingen van onderdegel |
85x105 cm |
|
Max. drukkracht tussen de degels |
25000 kgs |
|
Max. opening tussen de degels |
14 cm |
|
Totale lengte |
215 cm |
|
Totale breedte |
120 cm |
|
Totale hoogte |
193 cm |
|
Voltage |
230 Volt |
|
Werkhoogte |
85 cm |
|
Gewicht |
1000 kg |
|
Afmetingen van de pers in standaardverpakking, op pallet. BxLxH |
125x220x210 cm |
|
Gewicht van de pers in standaardverpakking |
1050 kg |
|
Krat afmetingen BxLxH |
125x220x210 cm |
|
Gewicht van de pers in een krat |
1100 kg |
Dit is een zeer professionele pers voor het afdrukken van houtsnedes en lino-snedes. De bovendegel wordt vertikaal verplaatst door een hydraulische cylinder. De persen lijken op de oude handpersen (Columbian, Albion, Washington, enz.). In feite zijn er technisch veel overeenkomsten. Het grootste verschil is echter de manier waarop de kracht naar de bovendegel wordt overgebracht. De oude persen waren allemaal voorzien van slimme hefboommechanismes om de menselijke spierkracht zo efficient mogelijk te benutten. Moderne persen kunnen echter van hydraulische systemen worden voorzien, waardoor krachten kunnen worden ontwikkeld die met handpersen onmogelijk waren.
De oude persen waren beperkt in afmeting vanwege de beperkte technische mogelijkheden in die dagen. De drukker moest veel kracht uitoefenen om een groot vel te bedrukken. Belangrijk is ook het feit dat de drukker alleen te maken had pagina's uit losse gezette letters. Als een drukker een volvlak houtsnede zou moeten drukken, had hij nog veel meer kracht nodig. Het drukkende gedeelte van een houtsnede is normaal gesproken veel groter dan het drukkende deel van een pagina met tekst.
Polymetaal heeft de oude persen aangepast aan de nieuwe technieken. Het standaardmodel heet de VPL-80x100, en die heeft vier variaties. De onderdegel van de VPLEV-80x100 pers is niet verschuifbaar, maar is aan de linkerkant verlengd d.m.v. een dunnere stalen plaat. Dit maakt het positioneren van de drukvorm gemakkelijker. De drukvorm wordt op het verlengde deel gelegd, inge-inkt, het papier wordt er op gelegd, en de hele combinatie wordt tussen de degels geschoven. De maximum afstand tussen de degels is 14cm. Het is echter niet nodig om de degel iedere keer die 14 cm op en neer te laten gaan. De vertikale slag van de bovendegel kan worden beperkt d.m.v. de twee schroeven die aan de bovenkant van de pers zichtbaar zijn. De bovendegel van de VPLEV-80x100 wordt naar beneden gedrukt door een hydraulische cilinder. De druk die hiervoor nodig is, wordt ontwikkeld door een electrische pomp. De pomp is voorzien van een kraan met drie standen. De positie "links" en "rechts" zorgen voor het omhoog of omlaag gaan van de degel, de middenpositie is neutraal en zorgt dat het systeem op druk blijft als de bovendegel in kontakt is met de drukvorm. Voor een gedetailleerde beschrijving van deze "driewegkraan" zie hier onder.Alle persen hebben de volgende eigenschappen gemeenschappelijk;
- De degels zijn gemaakt van zeer dik gelast staal. Ze zijn veel sterker dan de gietijzeren degels van vroeger. De degels zijn "spanningsvrij" gegloeid om inwendige spanningen te verwijderen, waarna ze vlak geslepen zijn. Hierdoor is het zeker dat de degels altijd vlak zullen blijven.
- Een speciale konstruktie zorgt ervoor dat als de degels per ongeluk scheef gedrukt worden, het druksysteem toch niet wordt beschadigd.
- De maximale vertikale drukkracht van de bovendegel is 25000 kg.
- De maximum opening tussen de degels is 14 cm. De opening tussen de degels kan echter worden ingesteld d.m.v. twee lange schroeven. Het komt de druksnelheid ten goede als de opening niet meer is dan nodig.
Uitleg betreffende de "drie-weg-klep" van het hydraulisch aggregaat van de hydraulische degelpersen VPL-80x100.
Deze electrisch-hydraulische persen worden aangedreven door een electrische motor die een oliepomp aandrijft. De onder druk gebrachte olie gaat via een stalen leiding naar een hydraulische cilinder. Deze cilinder zorgt er voor dat de bovendegel omhoog en omlaag kan. Deze hydraulische cilinder wordt bestuurd door een "drie-weg-klep".
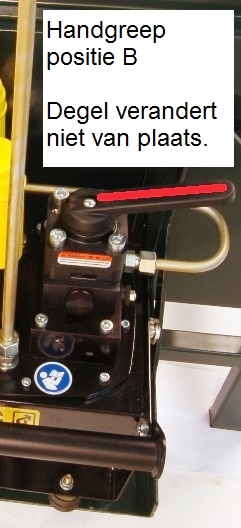
- Als de machine is ingeschakeld is het verstandig om de hefboom die op de drie-weg-klep zit in de neutrale positie te zetten. (op de afbeeldingen hieronder; positie B).
- De hydraulische pomp wordt ingeschakeld door het omdraaien van een electrische schakelaar, die op de electrische motor gemonteerd is. Als de hefboom dan in de neutrale positie staat zal er niets gebeuren. Er zal alleen een trilling merkbaar zijn van het hydraulisch aggregaat. Dit is normaal.
- Als de hefboom van de klep in "positie C" wordt gedraaid, zal de bovendegel langzaam naar beneden bewegen. Wees zeer voorzichtig. Kontroleer of er zich geen ongewenste objecten tussen de degels bevinden. Als er zich per ongeluk zulke objecten tussen de degels bevinden, kan dit leiden tot schade en misschien zelf verwondingen. De bovendegel zal naar beneden gaat totdat de drukvorm wordt bereikt. Als de drukvorm bereikt is zal de oliedruk in het systeem toenemen , zoals op de manometer kan worden afgelezen. De druk kan oplopen tot de maximum waarde van 700 bar. Op dat moment oefent de degel een drukkracht uit op de drukvorm van ongeveer 25.000,-- kg (25 ton). De druk kan niet hoger worden omdat vervolgens het overdrukventiel kan funktioneren. (Dit ventiel is op de afbeelding aangegeven.
Dit overdrukventiel wordt ook gebruikt om de maximum werkdruk in te stellen. Bij een kleine afdruk heeft men minder drukkracht nodig dan bij een grote afdruk. Ook is de grootte van het in te inkten vlak van een drukvorm belangrijk; een "volvlak" zal meer druk vergen dat een lino-of houtsnede waarvan het meeste materiaal is weggesneden. Ook vergt een uit lood gezet stuk tekst relatief weinig drukkracht omdat het "zwart" maar ongeveer 10 a 20% uitmaakt van het totaaloppervlak.
De benodigde drukkracht moet proefondervindelijk bij iedere nieuwe drukvorm worden vastgesteld. Vervolgens moet het "overdrukventiel" zo worden ingesteld dat bij iedere druk met deze bepaalde drukvorm, het ventiel bij de benodigde druk gaat overstromen. (De olie gaat dan weer rechtstreeks terug naar het olie- reservoir in het aggregaat.)
Als de juiste druk eenmaal is ingesteld kan de hele oplage van de bepaalde prent gedrukt worden, zonder tussentijds de druk weer opnieuw in te stellen.
- Als de degel de drukvorm heeft bereikt, en de druk is opgelopen tot de gewenste waarde, zal het overdrukventiel gaan werken. Op dat moment is het verstandig de hefboom van de drie-weg-klep naar de neutrale positie te draaien. In deze neutrale positie blijft het systeem op druk. Als namelijk het overdukventiel lang achter elkaar funktioneert, kan dit leiden tot verhitting van de hydraulische olie. In de neutrale positie zal de olie niet worden verhit. Voor de afdruk kan het somd beter zijn om de druk op de degel een paar seconden te handhaven. Door de klep een paar seconden in de neutrale positie te houden kan dit zonder risico.
- Als de degel weer omhoog moet gaan, draai dan de hefboom van de klep langzaam naar positie A. Dit dient langzaam te gebeuren, zeker als er gewerkt wordt met hoge oliedruk. Als de druk te plotseling wegvalt in het systeem kan dat leiden tot een "schok" in de leiding. (vergelijkbaar met de schok in de waterleiding als de automatische kraan in een wasmachine gesloten wordt.) Dit is niet gevaarlijk, het is hoogstens onplezierig. (de manometer is gevuld met olie, juist om dit soort schokken op te kunnen vangen).
- De degel zal omhoog gaan totdat de aanslag bereikt wordt. De aanslag wordt gevormd door 2 stuks schroefdraadstangen (M16), die boven de pers uitsteken. Deze stangen kunnen omhoog en omlaag gedraaid worden. Let er echter wel op dat voor beide draadstangen altijd dezelfde instelhoogte wordt gebruikt.
Stel dat de drukvorm maar 3 cm dik is. Het is in dat geval niet logisch dat de degel helemaal omhoog gaat (maximale ruimte tussen de degels 12-14 cm). Met de twee schroefdraadstangen kan de opgaande beweging beperkt worden tot dat wat nodig is.
 |